割型式成形機 ( リヘッダー )
圧造プロセス
 |
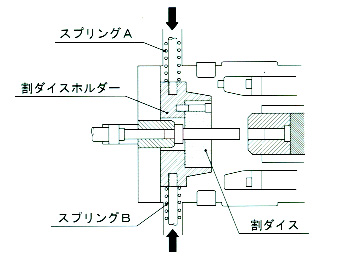 |
| チャッキングしたワークを横送り装置にてワークサポーターにセットします。 | 割ダイスホルダーにセットした割ダイスをスプリングA、Bにて閉めます。 |
 |
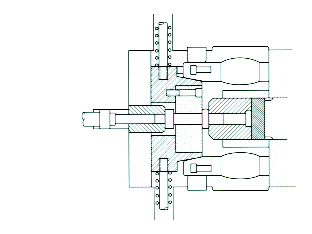 |
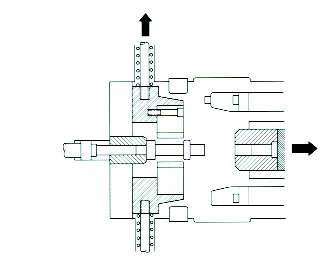
| 割ダイスをウェッジA、Bにて閉めます。 | 圧造します。 (下死点) |
 |
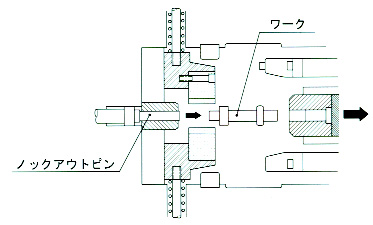 |
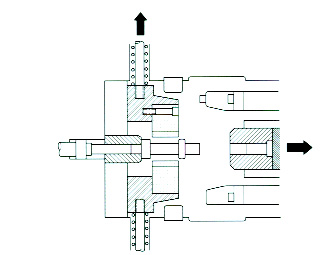
| ウェッジA、Bが割ダイスホルダーにより完全に抜けた状態にて割ダイスが開きます。 | ノックアウト装置にてワークを排出します。 |
仕様表
| 形式 | G4 | G4L | G5 | G5L | G5LL |
|---|---|---|---|---|---|
| 加圧力 | 40ton | 40ton | 60ton | 60ton | 60ton |
| 生産数 | 40本/分 | 35本/分 | 40本/分 | 35本/分 | 35本/分 |
| クランクストローク | 150mm | 180mm | 150mm | 180mm | 240mm |
| ノックアウトストローク | 24mm | 35mm | 40mm | 60mm | 60mm |
| 横送りストローク | 40mm | 60mm | 60mm | 60mm | 60mm |
| 圧造軸径(ツバ打ち) | Ф12 | Ф12 | Ф14 | Ф14 | Ф14 |
| 最大頭部全長 | 20mm | 30mm | 35mm | 55mm | 55mm |
| 主電動機(ブレーキ付) | 5.5kw | 5.5kw | 7.5kw | 7.5kw | 7.5kw |
| クラッチ形状 | エアークラッチ | エアークラッチ | エアークラッチ | エアークラッチ | エアークラッチ |
| クラッチ形状 | エアークラッチ | エアークラッチ | エアークラッチ | エアークラッチ | エアークラッチ |
| 素材供給装置 | スライドコンベアー・パーツフィーダー・スクイ式ホッパー | ||||
| 給油方式 | 強制循環給油(オイルポンプ・200W・リリーフ付) | ||||
| 機械本体重量 | 4000kg | 5000kg | 6000kg | 6500kg | 7000kg |
| 操作盤 | 自立式操作盤(制御盤兼用) | ||||
特長・機構
- ・本機は、ダイスホルダーにセットされた2分割の割ダイスにて圧造前のワークをホールドし、ウェッジ(クサビ形)にてダイスホルダー(割ダイス)を締め付け圧造するものです。
- ・圧造時に割ダイスが開くのを防止する為に、ウェッジにウレタンゴムが取り付けてあります。圧造開始より圧造終了まで、圧造力は段階的に大きくなりますから、ウレタンゴムも下死点に近づくほど、発生力が大きくなる構造となっております。
- ・本機は製品の2次加工機ですから、ワークの首下長さが同一でも、圧造位置により選定機種が異なります。ワークの全長、径、圧造位置、及び圧造力により機種を選定してください。
標準装備品・オプション
標準装備品
- トータルカウンター
- オーバーロードメーター
- 割ダイス安全装置
オプション
- ワーク払落し装置
- 横送り安全装置
- シーケンサー
- 各種カウンター表示 (ウレタン寿命・工具耐命・ロット生産数)
- シュート1本落し装置
- 各種表示用パトライト
- シュート以上検出装置

